チルトローテーター専用溶接ブラケット(アダプター)の溶接手順
2023年6月3日
当社ではチルトローテーターに取り付ける各種油圧アタッチメント(バケットやグラップルなど)の加工用に専用溶接ブラケット(アダプター)を販売していますが、チルトローテーターと接続するブラケット(アダプター)には大きな力が加わるため、適切な接合が重要です。溶接ブラケット(アダプター)の取付け溶接手順
熟練した溶接工による作業と考えておりますので、溶接基礎についての説明は割愛します。
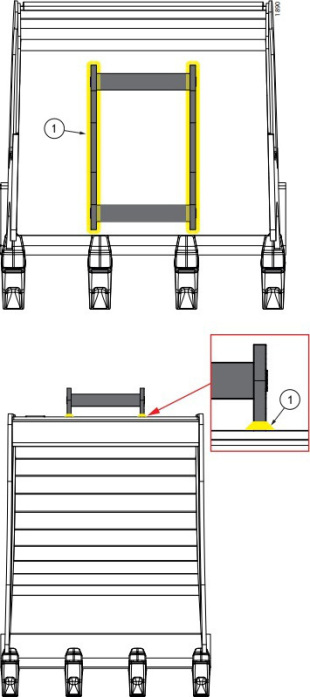
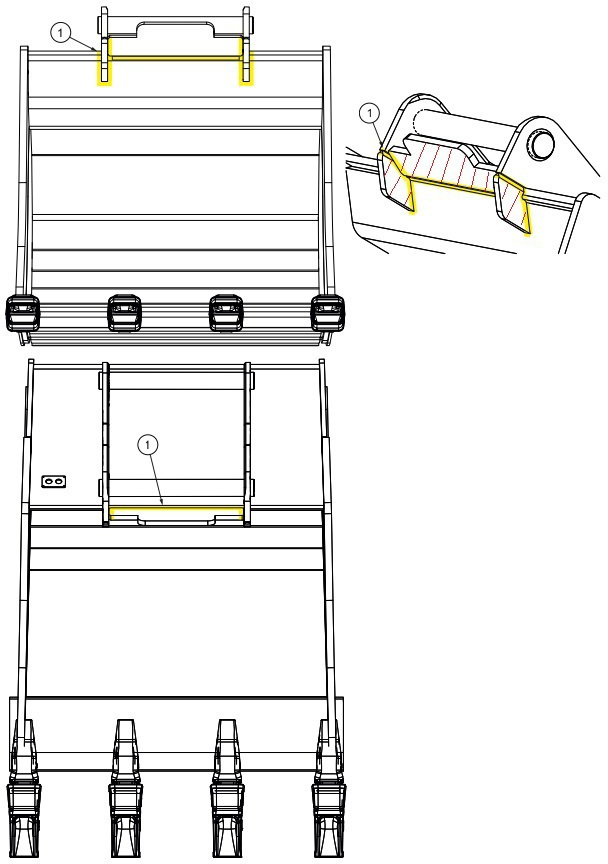
① 溶接範囲
溶接は連続隅肉溶接とし、全周行います。
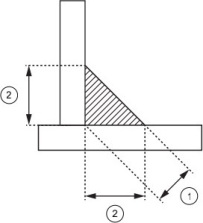
② のど厚、脚長
のど厚および脚長は、下記の数値以上としてください。

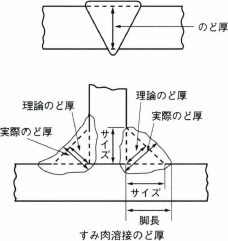
※のど厚とは
溶接における、溶接棒が溶け込んだ溶着金属の盛り上がりの部分を除いた断面の厚さをいう。実際のど厚と、理論のど厚がある。溶接設計の応力計算などには理論のど厚が用いられ、単にのど厚という場合は理論のど厚をいう。突き合わせ溶接する場合の理論のど厚は、接合される母材の厚さとなる。厚さが異なる場合は薄い母材の厚さをいう。
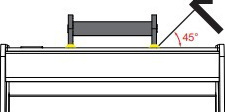
● 例外
本体天井板の長さが取れず、溶接ブラケット(アダプター)が前面に飛び出す場合には、補強が必要になります。溶接ブラケット(アダプター)に同等の厚さの鋼材を開先接合し、本体側に全周溶接します。
<例外参考写真.1>



<例外参考写真.2>
強度をより高めたい場合には、サイドにリブを入れます。チルトローテーターへ装着の際に干渉の恐れがあるため、リブの高さや位置は十分な注意が必要です。











